|
 |
 |
 |
 |
 |
 |
|
|
|
|
|
|
|

| ECONOMIE
Economia este o stiinta sociala ce studiaza productia si desfacerea, comertul si consumul de bunuri si servicii. Potrivit definitiei date de Lionel Robbins in 1932, economia este stiinta ce studiaza modul alocarii mijloacelor rare in scopuri alternative. Deoarece are ca obiect de studiu activitatea umana, economia este o stiinta sociala. |
| StiuCum
Home » ECONOMIE
» economie generala
|
|||||||||||||||||||||||||
Notiuni privind calitatea marfurilor |
|||||||||||||||||||||||||
|
NOTIUNI PRIVIND CALITATEA MARFURILOR Calitatea fiind o notiune foarte larg utilizata, in multe domenii, exista mai multe moduri de definire a ei, functie de domeniul la care se refera cel ce face definirea respectiva. Chiar si in cazul mai restrans al produselor si serviciilor, exista mai multe orientari in privinta definirii calitatii. Calitatea marfurilor Termenul de "calitate" provine din latinescul "qualitas", cu semnificatia de "fel de a fi", "atribut", "caracteristica", "proprietate". Standardele reprezinta documente de referinta de baza la stabilirea calitatii, motiv pentru care definirea calitatii se face tinand cont de prevederile standardelor. Calitatea este definita in atandardele care fac parte din seria SR ISO 9000:2000, standarde privind managementul calitatii. Calitatea se defineste ca ansamblul de proprietati si caracteristici ale unui produs sau ale unui serviciu care ii confera acestuia proprietatea de a satisface nevoile exprimate sau implicite ale clientului. Conceptul de calitate se poate utiliza in acest context in doua sensuri si anume: - Calitatea de conceptie - proiectare, adica masura in care produsul poseda proprietati care genereaza satisfactie pentru posesor. - Calitatea de conformitate, masura in care un produs este conform cu proiectul si specificatiile. Prin specificatie, in aceasta acceptiune, se intelege documentul care prescrie cerintele cu care produsul trebuie sa se conformeze. Specificatiile pot fi documentele referitoare la cerintele fata de anumite produse cuprinse intr-un contract negociat intre producator si client, documente care reflecta pretentiile specifice ale acelui cumparator, sau pot fi norme tehnice comune pentru clasa de produse in discutie emise de un organism neutru, cum sunt standardele. Pentru a stabili calitatea unui produs , se urmaresc caracteristicile de calitate. Caracteristicile de calitate sunt proprietatile care confera produsului aptitudinea de a satisface nevoile consumatorului. Caracteristicile de calitate pot fi masurabile sau atributive. Caracteristici masurabile sunt cele care se pot exprima cifric. Expresia cantitativa a caracteristicilor de calitate sunt indicatorii de calitate. Caracteristici atributive, nemasurabile, sunt cele care se exprima prin adjective sau atribute. Pentru cuantificare li se poate asocia valoare numerica arbitrara. Indicatorii de calitate se determina prin mai multe categorii de metode si anume metode experimentale, metode statistice, metoda expertizei si metoda sociologica. Metodele experimentale se bazeaza pe folosirea mijloacelor tehnice de masurare. Asfel sunt, de exemplu, determinarea duritatii, a densitatii, a rezistentei la rupere etc. Metoda statistica foloseste metodele calcului statistic pentru determinarea unor indicatori ca randamentul sau timpul mediu de functionare. Metoda statistica se mai foloseste pentru prelucrarea numarului mare de date pe care metodele experimentale le furnizeaza, precum si pentru proiectarea sistemelor de determinare a calitatii prin esantionare (v. acolo). Metoda expertizei se bazeaza pe utilizarea si generalizarea experientei specialistilor experti. Un exemplu foarte raspandit este analiza senzoriala si calculul indicatorului prin puncte (aplicat in cazul produselor alimentare si al bauturilor, de exemplu al vinurilor, dar si in cazul unor produse cosmetice sau alte produse caracterizate prin proprietati nemasurabile). Metoda sociologica se bazeaza pe informatiile obtinute prin intermediul unor chestionare de ancheta de la consumatorii de fapt sau posibili ai produselor. Controlul calitatii Prin controlul calitatii se intelege un sistem de activitati coordonate pentru preintampinarea ca, datorita conditiilor din procesul de productie, un produs sa se abata de la performantele asteptate de catre beneficiar. Un mod de realizare a controlului calitatii il constituie inspectia. Inspectia a aparut in perioada taylorista de organizare a muncii, dar ea si-a mentinut importanta pana in zilele noastre, fiind parte a componentelor managementului calitatii. Inspectia este actiunea prin care un produs se compara cu specificatiile acceptate pentru acel produs si se verifica incadrarea parametrilor cuprinsi in specificatie cu respectarea unei tolerante prescrise. Procedeele de inspectie sunt diverse, de la cele vizuale si dimensionale, pana la masuratori cu echipamente standardizate sau speciale de incercari. Toleranta este intervalul de variatie admis pentru o anumita marime sau dimensiune caracteristica a unui obiect in raport cu specificatiile si exprima gradul de precizie cu care se impune sa se realizeze un anumit produs. In abordarea problemei tolerantelor exista doua tendinte care actioneaza in sensuri opuse, care se manifesta la proiectarea, dezvoltarea si realizarea produselor noi si care trebuie sa se mentina in echilibru: a) Impunerea unor tolerante exagerat de stranse care reflecta pretentiile unor beneficiari care pot fi importanti si care au cerinte calitative deosebite (de exemplu beneficiarii produselor pentru aparare sau pentru cercetari spatiale). Din punct de vedere al controlului, aceste tolerante stranse se asociaza cu incercarea acreditarii faptului ca productia se situeaza la un nivel de calitate corespunzator; b) Stabilirea de tolerante suficient de largi, astfel incat la control (si receptie) sa se resimta cat mai putin instabilitatile din procesul de fabricatie. Aceste practici se potrivesc organizatiilor care nu depind prea mult de pretentiile anumitor beneficiari. Atat tolerantele exagerat de stranse cat si cele exagerat de largi implica, la nivel social cheltuieli suplimentare inutile, de aceea tolerantele trebuie stabilite realist, pentru a satisface beneficiarul atat ca nivel de calitate cat si ca pret. Modul de realizare a inspectiei influenteaza, de asemenea, eficienta si deci costurile. Exista doua moduri posibile de inspectie calitativa a loturilor de produse si anume: a) Inspectia produs cu produs care ar trebui sa duca in lotul admis dupa inspectie la atingerea situatiei 'zero defecte'. Un asemenea nivel al calitatii si al inspectiei este insa realizabil numai in conditii speciale. Inspectia produs cu produs a fiecarei piese, desi implica cheltuieli mari, nu poate atinge integral obiectivul de calitate urmarit, adica 'zero defecte'. Astfel, chiar facandu-se inspectia dupa acest procedeu pentru o anumita caracteristica critica a produsului, nu va exista nici o garantie ca vicii ascunse nu vor produce defectarea produselor. Sunt, de asemenea, inevitabile erorile de inspectie datorita procedeelor, aparaturii sau factorului uman (oboseala, neatentia, cunostinte insuficiente etc.). Nu exista deci o corelatie intre nivelul ridicat al costurilor si nivelul calitativ obtinut. Din aceste motive inspectia produs cu produs se aplica numai in cazuri deosebite, cu pretentii de calitate deosebite. Dezideratul "zero defecte" apare, in pozitia unui deziderat realizabil, in conceptul modern din cadrul managementului calitatii de TQM ("Total Quality Management"); realizarea dezideratului "zero defecte" are loc in acest caz prin alte metode si nu prin inspectia produs cu produs. b) Inspectia prin metode selective (control prin sondaj) care consta din extragerea din lot a unui esantion reprezentativ in vederea inspectiei. O metoda selectiva de control bine proiectata permite confirmarea calitatii loturilor produselor si identificarea loturilor care nu se incadreaza in conditiile de calitate. Prin lot se intelege o cantitate determinata dintr-un produs de acelasi fel, care a fost fabricat in aceleasi conditii, cu aceleasi utilaje, din aceleasi materii prime. Esantionul este o submultime a lotului, extrasa dupa criterii bine stabilite, pentru a servi la determinarea calitatii lotului. Pentru ca esantionul sa oglindeasca fidel calitatea lotului, lotul trebuie sa fie cat mai uniform, iar esantionul sa fie prelevat la intamplare, astfel ca fiecare unitate de produs sa aiba aceeasi probabilitate sa fie extrasa. Nivel de calitate acceptabil si nivel de calitate tolerat Controlul (inspectia) prin esantionare stabileste daca proportia de exemplare necorespunzatoare (p) pe care o contine un lot de produse este sub un anumit nivel po care a fost stabilit luand in calcul si aspectele de ordin economic. Daca p ≤ po, lotul se considera corespunzator prescriptiilor si se accepta. Daca, p > po lotul se considera necorespunzator si se respinge. Controlul, insa, nu ofera o certitudine, ci doar o prezumtie la un anumit nivel de probabilitate, probabilitate ca acceptarea sau refuzul lotului se face conform celor de mai sus. Aceasta probabilitate defineste riscul furnizorului si riscul beneficiarului. Probabilitatea ca lotul sa fie respins considerand ca prima ipoteza nu este valabila, desi in realitate p ≤ po este riscul furnizorului (α). Probabilitatea ca lotul sa fie acceptat pe considerentul ca a doua ipoteza nu este adevarata, desi, in realitate p > po, constituie riscul beneficiarului (β Marimea riscurilor se fixeaza functie de natura produsului si implicatiile economice ale erorii de a accepta sau a respinge lotul. Astfel, cand deficientele calitative nu duc la consecinte grave in timpul utilizarii si nu influenteaza sensibil situatia economica a beneficiarului, a se stabileste la valori mici. In situatia contrara, se fixeaza β mic, ceea ce creste cheltuielile de control ale producatorului, micsoreaza in schimb pierderile economice ale beneficiarului si poate preveni consecinte precum afectarea sanatatii consumatorului si afectarea mediului. Procentul maxim de obiecte defecte la care un lot inca se considera acceptabil din punct de vedere al calitatii medii este definit ca nivel (limita) de calitate acceptabil (AQL), sau fractiune defecta acceptabila p1. Deci p1 este o valoare cuprinsa intre 0 si po, 0 ≤ p1 < p0, pentru care respingerea lotului ca necorespunzatoare determina pierderi economice maxime. Probabilitatea de acceptare a lotului este foarte mare: 1-α Nivelul de calitate tolerat (TQL) reprezinta valoarea p2 situata intre fractiunile p0< p ≤ 1 pentru care acceptarea lotului determina pierderi economice maxime. Loturile care prezinta valoarea p2 se considera necorespunzatoare si beneficiarul le accepta cu o probabilitate foarte mica, cel mult egala cu β. Relatiile dintre marimile AQL(p1), TQL(p2), α si β sunt: 0 < p1 < p2 < 1 0 < β < ½ < 1 - α < 1 p2 - p1 > 1/N unde N este marimea lotului. Valorile p1 si p2, respectiv AQL si TQL impart intervalul de variatie al fractiunii defecte p, cuprins intre 0 si 1 ( 0 £ p £ 1 ) in trei domenii:
Intrucat probabilitatea respingerii loturilor cu fractiunea defecta p < p0 este mica, in domeniul de acceptare probabilitatea acceptarii loturilor este foarte mare. Probabilitatea respingerii loturilor cu fractiunea defecta mai mare decat p0, p ≥ p0, este foarte mare in domeniul de respingere deoarece beneficiarul suporta, asa cum s-a convenit, un risc mic, cel mult egal cu b, de a acctepta loturi cu asemenea fractiune defecta. In domeniul de mijloc, de indiferenta, atat probabilitatea de acceptare, cat si cea de respingere variaza in limite largi, astfel incat practic nici acceptarea, nici respingerea nu sunt asigurate. Dintre cele doua posibilitati, aceea de a ghida inspectia functie de a sau b, in majoritate se opteaza pentru varianta functie de procentul de respingere a lotului b care se considera mai expresiv. Nivelul calitatii acceptabile se exprima ca procentul maxim de obiecte defecte la 100 de exemplare, pentru care lotul se considera acceptat din punct de vedere al calitatii medii. AQL se stabileste functie de importanta caracteristicii. Astfel la control prin atribute AQL are valorile urmatoare: -pentru caracteristici critice - intre 0,1 si 0,4 %; -pentru caracteristici importante - intre 0,4 si 1 %; -pentru caracteristici secundare - intre 1 si 4 %; -pentru caracteristici minore - intre 4 si 10 %. Furnizorul si clientul trebuie sa negocieze cu ocazia contractarii limita calitatii acceptabile (AQL), nivelul de control (Nc), marimea lotului (N) si planul de control. Nivelul de control Exigenta verificarilor se caracterizeaza prin nivelul de control Nc care stabileste relatia dintre marimea lotului N si marimea esantionului n. Exista trei nivele si anume: verificare normala, verificare severa si verificare redusa, ele permitand diferentierea marimii riscului si a costului controlului si respectiv a receptiei atunci cand controlul serveste pentru receptie. NcI inseamna un esantion mic si un risc mare de acceptare a loturilor defecte, iar NcIII inseamna esantion mare si risc mic. Cel mai folosit este, de regula, nivelul NcII. Planul de control prin sondaj Planul de control reprezinta sinteza parametrilor statistici necesari esantionarii (AQL, n) si a deciziei de acceptare sau de respingere functie de numarul de acceptare (A) si numarul de respingere (R). Numarul de acceptare (A) este numarul maxim de rebuturi din esantion care conditioneaza acceptarea lotului, iar numarul de respingere (R) este numarul minim al defectelor la care lotul este respins. a). Planul de control consta in stabilirea urmatoarelor: - tipul controlului, prin atribute sau prin masurare; - tipul sondajului (esantionarii), simplu, dublu sau multiplu; - conditiile de receptie stabilite de furnizor si beneficiar, respectiv marimile AQL,TQL, α si β care permit determinarea parametrilor planului. Tipurile de sondaj (esantionare) se definesc astfel: - Esantionarea simpla consta din extragerea unui singur esantion n dupa controlul caruia se ia decizia de acceptare sau respingere, dupa cum numarul de exemplare defecte (K) din esantion este mai mic sau egal K ≤ A ori este mai mare decat numarul de acceptare (A). - Esantionarea dubla consta din extragerea unui esantion n dupa care, pe baza informatiilor obtinute, se hotareste acceptarea lotului sau extragerea unui nou esantion n; concluzia de acceptare sau respingere se face pe baza informatiilor furnizate de suma celor doua esantioane. - Esantionarea multipla decurge ca si esantionarea dubla, dar in mai multe trepte (cu maxim 7 esantioane extrase). b). Marimea esantionului n se determina prin metode statistice, functie de planul de control adoptat. In acest calcul se poate lucra cu functiile statistice tabelate si se aleg functie de A, α si β Marimea esantionului, determinata prin metode statistice, este stipulata, de regula, in standardul de calitate al produsului respectiv. Exista posibilitatea, de asemenea, ca valorile parametrilor n si A sa se extraga, functie de α β, p1, p2 din tabele existente in literatura. c). Nivelul de verificare a calitatii Toate planurile de control au cate trei variante: normal, sever si redus. In conditiile in care se foloseste acelasi nivel de calitate acceptabil (AQL) si acelasi nivel de control (Nc), diferentele intre cele trei grade de severitate sunt: - planurile de verificare severa se deosebesc de cele normale prin numarul de acceptare si numarul de respingere mai mici, efectivele esantioanelor fiind aceleasi; - planurile de verificare redusa se deosebesc de cele normale si de cele severe prin numarul de acceptare si cel de respingere mai mari, dar si prin efectivul esantioanelor, care este mult mai mic. Pentru inceput este indicat sa se foloseasca un plan cu exigenta normala. Trecerea la alte grade de severitate se face in urmatoarele conditii: - se trece de la verificarea normala la cea severa atunci cand din 5 loturi verificate succesiv doua au fost respinse; - se trece de la verificarea normala la cea redusa atunci cand 10 loturi consecutive sunt admise si numarul total de defecte din esantioanele celor 10 loturi este mai mic sau egal cu un anumit numar limita dat; - se trece de la verificarea redusa la cea normala atunci cand un lot este respins. Fiabilitatea Fiabilitatea (reliability) este probabilitatea ca un produs sa isi indeplineasca fara defectari functiile sale specifice intr-o anumita perioada de timp, intr-un ansamblu de conditii de functionare dinainte precizate. Fiabilitatea este o caracteristica a produselor de lunga folosinta. Notiunea de fiabilitate difera, asadar, ca semnificatie, de notiunea de calitate prin aceea ca prin calitate se face referire la un anumit moment, cel mai adesea momentul zero al vietii produsului, in timp ce fiabilitatea reflecta o evolutie a calitatii in timp. Conceptul de fiabilitate este inseparabil de capacitatea produsului de a fi reparat (repus in functiune) dupa defectare, definita prin mentenabilitate. Mentenabilitatea este probabilitatea ca un sistem sa fie repus in stare de functionare intr-o perioada de timp data. Ea cuantifica proprietatea de mentenanta, adica a activitatii de mentinere a caracteristicilor de calitate ale unui sistem, structuri sau produs. Teoria fiabilitatii se bazeaza pe utilizarea unor parametri probabilistici, variabile aleatoare discrete (de exemplu numarul de defectiuni intr-un interval de timp dat) si variabile aleatoare continue (cum sunt durata functionarii pana la defectarea unei componente si durata de functionare intre doua defectari succesive). Cuantificarea
fiabilitatii se foloseste de un model matematic bazat pe densitatea de
probabilitate a defectarilor in timp Functia de repartitie a evenimentului "defectare"este data de relatia:
Probabilitatea ca intre momentele 0 si t sa nu apara nici o defectare, adica fiabilitatea produsului respectiv, este complementul pana la 1 al functiei F(t): R(t) = 1 - F(t) ceea ce se pote scrie
unde u(t) este functia densitatii de probabilitate a defectarilor aleatoare. Doar un numar relativ restrans de functii matematice apar ca functii de densitate u(t) in studiul fiabilitatii. Forma lor difera corespunzator cu rata defectarii, care se defineste ca fiind raportul dintre probabilitatea ca defectul sa se produca intr-un interval de timp si marimea intervalului de timp. Astfel, functia exponentiala corespunde unei rate constante a defectarii (independenta de timp), adica in acest caz probabilitatea defectarii nu depinde de vechimea produsului.
sau
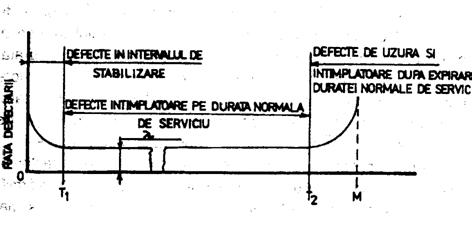
In functiile de mai sus, In cazul functiilor u(t) de tip Gauss, rata defectarii creste cu timpul si deci probabilitatea defectarii creste cu vechimea produsului. In cazul functiilor u(t) de tip Gauss, rata defectarii creste cu timpul si deci probabilitatea defectarii creste cu vechimea produsului. Daca un produs este alcatuit din n piese in serie, in care defectarea oricareia dintre piese poate conduce la defectarea intregului echipament, presupunand ca defectarea oricareia din componente este independenta de defectarea celorlalte, probabilitatea ca echipamentul sa supravietuiasca fara defecte unui moment oarecare t este data de relatia: R(t) = R1(t).R2(t)..Rn(t) Unde Ri(t), i = 1,2,.n sunt functiile de fiabilitate ale fiecarei piese, R(t) este functia de fiabilitate a ansamblului echipamentului. Defectarile componentelor produselor, in raport cu modul in care se produc, pot fi: a) Defecte catastrofice, defecte care se produc atunci cand componente ale produsului devin brusc si complet inactive sau manifesta spontan o modificare de mari proportii a caracteristicilor. Ele apar ca o avarie spontana, fara simptome anterioare. b) Defecte prin uzura, care se deosebesc de cele catastrofice prin ceea ca sunt anuntate de deteriorari la inceput usoare, care se agraveaza pe masura invechirii produsului. Prin reprezentarea grafica a ratei defectarii functie de durata de viata T a produselor pentru un esantion relativ mare se obtine o curba de forma celei din fig. 1.1.
Sursa: L. Klein, "Expertiza calitatii, expertiza calitatii produselor" Pana in momentul T1 are loc defectarea componentelor calitativ inferioare; aceasta este perioada de stabilizare sau amorsare. Urmeaza perioada T1 - T2 in care produsele se pot utiliza cel mai eficient; aceasta este perioada utila de viata cand rata defectarilor este relativ constanta. Pentru aceasta perioada, legea exponentiala ofera o buna aproximare a conditiilor de functionare. Cand se ajunge la momentul T2 incepe sa se resimta efectele vechimii. Functie de frecventa, defectele pot fi: - defecte sporadice care reprezinta o schimbare nefavorabila brusca a produsului sau a componentelor sale si necesita actiuni de remediere pentru revenire la starea initiala; - defecte cronice sunt modificari nefavorabile de lunga durata pentru a caror remediere trebuie operate schimbari in modul de realizare a produsului, de exemplu prin modificarea unui sistem nerealist de tolerante. Problemele sporadice de calitate reclama aplicarea principiilor controlului, in timp ce problemele cronice aplicarea principiilor moderne de 'perfectionare radicala', ceea ce corespunde conceptului modern de asigurare si management al calitatii. |
|||||||||||||||||||||||||
|
Politica de confidentialitate
|
Despre economie generala |
||||||||||
Stiu si altele ... |
||||||||||
|
||||||||||