|
 |
 |
 |
 |
 |
 |
|
|
|
|
|
|
|

| MANAGEMENT
Termenul Management a fost definit de catre Mary Follet prin expresia "arta de a infaptui ceva impreuna cu alti oameni". Diferite informatii care te vor ajuta din domeniul managerial: Managementul Performantei, Functii ale managementului, in cariera, financiar. |
| StiuCum
Home » MANAGEMENT
» managementul cercetarii si dezvoltarii
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Bazele tehnologice ale intreprinderii |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
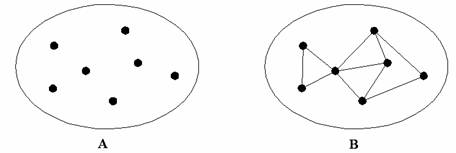
BAZELE TEHNOLOGICE ALE INTREPRINDERII Se prezinta cateva modalitati de definire a notiunii de tehnologie subliniindu-se elementele specifice fiecareia dintre ele. Se defineste notiunea de sistem si elementele caracteristice ale acestuia, precum si sistemul tehnologic si cel de fabricatie cu cele patru categorii ale sale: sistem cu flexibilitate naturala, artificiala, sisteme rigide de tip reglementat si de tip automatizat. Dupa rolul in pozitionarea concurentiala a intreprinderii, tehnologiile pot fi: esentiale, de diferentiere, definitorii si periferice, iar dupa nivelul de dezvoltare, tehnologii emergente, evolutive, mature, in declin si depasite. Se defineste si se analizeaza potentialul tehnologic al intreprinderii, se estimeaza potentialul de competitivitate tehnologica si se determina variatia potentialului tehnologic al intreprinderii. 1.1 Definirea tehnologiei In prezent exista numeroase definitii ale tehnologie, fiecare avand la baza alte criterii: Tehnologia este stiinta a procedeelor si mijloacelor de prelucrare a materialelor; este ansamblul proceselor, metodelor, procedeelor, operatiilor, utilizate in scopul obtinerii unui anumit produs. La prima vedere, aceasta definitie este satisfacatoare. Concordanta acestei definitii cu realitatea este ilustrata de orice vizita intr-o intreprindere. Tehnologia este un ansamblu complex de cunostinte, mijloace si pricepere, organizat pentru a realiza productia unui anumit bun. Aceasta definitie atrage atentia ca cele trei elemente care intra in componenta unei tehnologii: cunostintele asupra produselor care stau la baza transformarilor ce au loc in proces ("cunostintele"), utilaje si priceperea (know-how-ul) sunt componente indispensabile de importanta egala. Lipsa unuia dintre ele conduce la esecuri. Exemplu Degeaba este cumparata o uzina la cheie daca nu se stie cum sa se exploateze. Degeaba este inventata o metoda revolutionara de fabricatie daca lipsesc utilajele necesare realizarii procesului de fabricatie. Nici utilajele, nici priceperea nu sunt suficiente daca lipsesc elementele de cunoastere a procesului, a proprietatilor materiilor prime si a produselor intermediare, a modului cum se va comporta produsul in exploatare. Tehnologia este un ansamblu de utilaje, procedee, echipamente si metode pentru "a face" sau "a fabrica" ansamblul care permite extinderea capacitatii de actiune a omului. Aceasta definitie aduce un element in plus, deloc neglijabil, extinderea capacitatii de actiune a omului. Datorita ei omul poate merge pe apa, sub apa, poate zbura, poate comunica la distante foarte mari aproape instantaneu. Ce nu poate face in prezent va putea, probabil, in viitor, pe seama unei noi descoperiri tehnice. Tehnologia este stiinta procedeelor de fabricare si a utilajelor care permit transformarea, in conditii economic avantajoase, a materiilor prime in produse. Cu aceasta definitie se intra in domeniul restrictiilor; transformarea cu care se ocupa tehnologia analizata trebuie realizata in conditii economic avantajoase, la un cost acceptat de piata. Exemplu Astazi, sub aspectul cunostintelor s-ar putea sa se construiasca automobile total nepoluante, electrice sau cu hidrogen, insa pretul de cumparare si costurile de exploatare ale acestor tipuri de automobile ar fi uriase. S-ar putea astazi sa se scoata aluminiul din "lut", in prezent, se extrage doar din bauxita, care este mult mai rara decat lutul, pentru ca este procedeul, care conduce la un pret rezonabil al aluminiului. Poate in viitor se va putea folosi un procedeu, care sa plece de la "lut" si care sa conduca la un pret acceptabil pentru aluminiu. Tehnologia este arta de a utiliza, intr-un context local si intr-un scop precis, stiintele, metodele si utilajele care pot servi la conceptia si realizarea unui produs si a procedeului sau de fabricatie. Aceasta definitie este cea care raspunde cerintelor unei economii de piata, care se opune ideii (inca atat de draga unora) de a produce orice si oricat, de dragul de a face masinile sa functioneze. Conform acestei definitii, o tehnologie nu are sens decat prin prisma rezultatelor finale, care trebuie sa fie certe, purtatoare de succes, obtinut in conditii riguros definite, perfect controlabile si reproductibile. 1.2 Elemente de teoria sistemelor Rezumat "Teoria sistemelor", concept relativ nou, permite intelegerea interactiunii intre diferite parti constructive ale sistemului economic si a celui tehnologic. Notiunea de sistem este definita ca un ansamblu organizat, perceput ca un intreg prin intermediul relatiilor ce leaga intre ele elemente ce-l compun. Un sistem se caracterizeaza prin: structura, functiuni si insusiri. Principalele insusiri ale unui sistem sunt: integralitatea, autostabilizarea si ierarhizarea. Ansamblul tehnologiilor dintr-o perioada de timp reprezinta sistemul tehnologic cu evolutiile sale specifice in decursul timpului. Analiza intreprinderii prin prisma tehnologiilor sale poate fi facuta prin abordarea sistemelor de fabricatie. Acestea pot fi cu flexibilitate naturala sau artificiala, rigide de tip reglementat sau de tip automatizat. 1.2.1 Notiunea de sistem Prin sistem intelegem (conform DEX) un ansamblu de elemente dependente intre ele si formand un intreg organizat, care pune ordine intr-un sistem de gandir 555b17f e, reglementeaza clasificarea materialului intr-un domeniu al stiintelor sau face ca o activitate practicata sa functioneze conform scopului urmarit. Conform unei alte definitii, mai pragmatice, un sistem este un ansamblu organizat, perceput ca un intreg prin intermediul relatiilor ce leaga elementele intre ele.
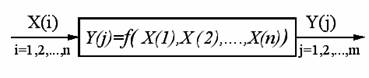
Fig. 1.1 Definirea sistemului (A-clasic, o multime de puncte; B-sistemic, un ansamblu de relatii intre puncte) Avantaje Studiul sistemic nu reprezinta doar o schimbare de metoda sau (mai rau!) doar o moda. Se introduce un concept unitar, care datorita faptului ca pune pe primul plan relatiile si nu obiectele, face ca studiul sa se poata realiza independent de natura concreta a procesului studiat. Un alt mare avantaj este acela ca se deplaseaza efortul de conceptie de la elementul izolat la ansamblul care il contine. Un studiu sistemic va evidentia modularitatea sa; pornind de la ideea ca sistemul este definit prin relatiile dintre parti se ajunge imediat la concluzia ca unele parti pot fi schimbate, ceea ce reprezinta o cale de introducere a noului cu un minim de elemente de noutate dar cu efecte care pot fi foarte mari. Poate cel mai mare avantaj al studiului sistemic este acela ca analiza care se face este o analiza sistemica, intrucat relatiile si conexiunile intre parti sunt evident mult mai dinamice decat elementele materiale ale partilor. Conform definitiilor de mai sus, un sistem se caracterizeaza prin structura, prin functiuni si prin insusiri. Un sistem tehnologic, care isi propune sa realizeze un produs, poate fi ilustrat, la modul general, asa cum se prezinta in figura 1.2 unde unor intrari Xi , care sunt supuse unor transformari in interiorul sistemului, le corespund iesiri Yj.
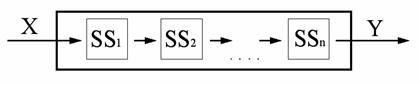
Fig. 1.2 Definirea generala a sistemului Structuri Dupa modul in care sunt structurate componentele sistemului, in raport cu intrarile si iesirile, distingem doua structuri de baza: diacronica; sincronica. In structura diacronica, figura 1.3, partile sistemului (subsistemele notate cu SS) sunt plasate in "cascada". Structura sincronica se caracterizeaza prin faptul ca partile sistemului evolueaza in paralel, figura 1.4.
Fig. 1.3 Structura diacronica
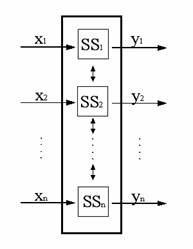
Fig. 1.4 Structura sincronica In practica se intalnesc, arareori, asemenea "structuri pure". De cele mai multe ori sistemele reprezinta o combinatie, cele mai bune exemple in acest sens fiind chiar sistemul de productie a unei intreprinderi (figura 1.5) sau unul din subsistemele sale, sistemul de fabricatie (figura 1.6), ale carui subsisteme: logistic, efector si de control alcatuiesc o structura diacronica ce se afla intr-o relatie de structura sincronica cu subsistemul de comanda.
Fig. 1.5 Sistemul de productie al intreprinderii
Fig. 1.6 Sistemul de fabricatie al intreprinderii Functiuni Functiunile sistemului sunt reprezentate de relatiile intre partile componente; aspectul cel mai interesant aici este faptul ca, cel mai adesea, aceste relatii pot fi concretizate in ecuatii matematice. Insusiri Principalele insusiri ale unui sistem sunt: integralitatea: sistemul prezinta caracteristici specifice, care sunt conferite de interactiunile dintre elemente si care sunt altele decat suma caracteristicilor elementelor componente. Unele dintre aceste caracteristici sunt integral noi, altele provin din potentarea reciproca a caracteristicilor partilor (sinergism). Un avion care zboara este alcatuit din 3 mari elemente: corpul avionului, motoarele sale si pilotul (om sau dispozitiv telecomandat). Niciunul dintre cele trei elemente luat singur sau nici macar doua cate doua nu zboara. autostabilizarea: proprietatea sistemelor de a-si mentine o anumita stare, prin adaptare fata de perturbatii exterioare. De fapt, autostabilizarea nu este o proprietate a tuturor sistemelor. Sub aspectul autostabilizarii ele se impart in: sisteme cu reactie negativa, cele care se opun schimbarii si care prezinta autostabilizare; sisteme cu reactie pozitiva, care prezinta tendinta de a amplifica efectul perturbatiei. Modul de reactie se poate, de regula, controla prin conceptia sistemului si de cele mai multe ori sistemele de tip industrial se proiecteaza pentru a functiona cu reactie negativa, ceea ce explica citarea autostabilizarii printre insusirile generale ale sistemelor. O intreprindere este, de regula, un sistem cu reactie negativa: o descoperire in domeniul sau de activitate este, de regula, asimilata si intreprinderea isi pastreaza, dupa o scurta perioada de adaptare, locul pe piata. Daca insa schimbarea este majora si intreprinderea este luata pe nepregatite, sistemul capata o reactie pozitiva: incet, apoi din ce in ce mai repede, intreprinderea se prabuseste. Probabil cel mai bun exemplu in acest sens il constituie evolutia unei banci asupra careia planeaza suspiciuni (nu neaparat intemeiate). Depunatorii isi pierd increderea, cererea de lichiditati creste foarte rapid si banca se indreapta spre faliment. autoorganizarea: proprietatea sistemului de a-si crea, in situatii noi, structuri stabile bine adaptate noii situatii. Exista insa intotdeauna un "prag" al valorii perturbatiei peste care autostabilizarea si autoorganizarea nu se mai manifesta. Sistemul fie se distruge, fie evolueaza spre o alta stare, care la randul sau se poate autostabiliza si organiza, dar care este total diferita de cea de la care s-a plecat. Un exemplu poate fi dat de evolutia diferita a intreprinderilor romanesti in perioada de tranzitie, tranzitie care a reprezentat in mod evident pentru ele o perturbatie majora. Unele au pierit, altele s-au redresat in mod spectaculos dar cu o alta organigrama si adesea cu un alt profil de productie. ierarhizarea: orice sistem este parte dintr-un sistem mai mare, in cadrul caruia functioneaza ca un subsistem; de asemenea partile componente ale sistemului (subsistemele sale) au si ele structura sistemica, putand fi tratate ca sisteme independente. Operatia de ierarhizare poate fi continuata aproape oricat de mult in sus (pana la macrocosmos care contine roiuri de galaxii organizate si ele in superroiuri, la limita) si de asemenea in jos (pana la constitutia particulelor elementare, care dupa cate stim astazi sunt si ele la randul lor sisteme, dar aici cunoasterea noastra se cam opreste pentru moment). Desigur ca in practica ierarhizarea functioneaza doar pana la nivelul semnificativ in cazul studiului de efectuat. Un asemenea exemplu este cel ilustrat in figurile 1.5 si 1.6, analiza insa evident nu se opreste aici; ea se va "ridica" luand in considerare si celelalte intreprinderi concurente precum si pietele de desfacere, uneori chiar inca un pas pana la studiul altor ramuri industriale unde pot aparea tehnologii interesante pentru noi. In aval, sistemele logistice, efector, de control si de comanda trebuie si ele descompuse, ca si materiile prime, produsele si formele de energie. Riguros vorbind, figura 1.6 ar fi trebuit intitulata "subsistemul de fabricatie", dar aceasta doar masura in care privim fabricatia in corelatie cu totalitatea intreprinderii (ceea ce este recomandabil dar nu intotdeauna evident). 1.2.2 Sistemul tehnologicAnsamblul tehnologiilor dintr-o anumita perioada de timp formeaza, fara indoiala, un sistem in cadrul caruia putem stabili legaturi pe orizontala, intre natura materiilor prime si utilajele folosite la prelucrarea lor, intre cantitatile, dimensiunile produselor si randamentele cu care ele sunt realizate. Orice dezechilibru aparut conduce, ca urmare a proprietatilor de autostabilizare si autoorganizare, la o schimbare a sistemului (de exemplu descoperirea cimentului, cu efecte mult mai ample decat simpla reorganizare a industriei materialelor de constructie, a energeticii nucleare care nu a insemnat doar gasirea unei forme de energie primara). Aceste schimbari se aranjeaza de regula in sensul progresului domeniului sub aspectul performantelor. Pornind de aici, perioada de dupa 1700 se poate segmenta in trei mari etape: cea care a debutat cu ceea ce economia politica numeste "revolutia industriala" si care este caracterizata prin utilizarea fierului si a fontei, a lemnului si a fibrelor naturale, a pietrei, a energiei aburului obtinut prin arderea carbunilor si valorificat prin sisteme tip piston-biela; perioada 1980-1970, caracterizata prin inlocuirea fierului cu otelul, a fibrelor naturale cu cele artificiale, a aparitia maselor plastice (bachelita, de exemplu, sau celuloidul), a inlocuirii pietrei cu cimentul si a carbunelui cu petrolul; energia aburului se valorifica acum in turbine si se transporta de regula prin intermediul electricitatii; perioada de dupa 1970, caracterizata de aparitia unor noi metale, a biotehnologiilor si mai ales a microinformaticii lansata in 1971 odata cu inventarea microprocesorului. Intre anii 1960- o reducere semnificativa a costurilor de fabricatie in cazul unui numar mare de produse; o ameliorare a performantelor proceselor de fabricatie; o schimbare a naturii produselor, care contin componente ce provin din ramuri industriale dintre cele mai diferite; o schimbare a orientarii activitatii de management punandu-se accesul, in primul rand, pe o gestionare buna a resurselor tehnologice si pe activitatea de inovare; luarea in considerare, ca un factor determinant a interactiunilor cu mediul inconjurator si a cerintelor de protectie a acestuia. Tehnologiile proprii celei de a treia revolutii industriale, pe care o parcurgem in prezent, sunt: fabricarea de materiale noi; biotehnologiile; informatica. a) Fabricarea de materiale noi In prezent exista o mare libertate in alegerea materialelor, datorata urmatoarelor cauze: cresterea varietatii materialelor; stapanirea structurii interne a acestora. In functie de modul in care a fost "stapanita" structura materialelor, se pot distinge trei faze: structura acceptata (impuritatile cauzate de imperfectiunile procesului tehnologic limiteaza utilizarile materialelor); structura controlata (structura este bine cunoscuta ca urmare a metodelor evoluate de analiza, iar tehnologiile permit obtinerea uneia sau a altor structuri, ca urmare se largeste domeniul de utilizare); structura stapanita (utilizarile comanda compozitia si structura materialelor; este epoca materialelor "de comanda"). Dintre materialele noi se pot evidentia: materiale compozite; materiale plastice. Materialele compozite Ideea de materiale compozite nu este noua, betonul armat fiind un exemplu tipic. In alcatuirea unui compozit intra, de regula, trei elemente: un material rezistent (fibre de sticla, de carbon, de bor, de plastic), care ofera o rezistenta buna la tractiune in una, doua sau trei directii; un material de umplutura (rasini, materiale ceramice sau metale); un material de legatura, care asigura compatibilitatea intre primele doua. Materialele compozite au proprietati cel putin aditive in raport cu materialele de baza, dar, de regula, efectul este de tip sinergetic. In prezent, se intalnesc doua mare categorii de compozite: de performante foarte inalte, care sunt foarte scumpe si a caror utilizare este limitata la aplicatiile de varf (domeniile aero-spatiale, aviatie, chirurgie); comune, care si-au gasit deja aplicatii curente in automobilism, sport (exp. fibrele de sticla). Materialele plastice In prezent, se inregistreaza o "renastere" a materialelor plastice, pe seama unor proprietati noi pe care le au materialele nou create. Din aceasta categorie fac parte: materiale plastice fluorurate, cunoscute sub numele de teflon, care au o rezistenta termica buna, coeficienti de frecare foarte scazuti, posibilitatea de a fi prelucrate prin aschiere; materiale de tip poliacetilene, care au o conductibilitate cu totul remarcabila; poliesterul sulfurat, rezistent la presiuni de pana la 25 atm. si temperaturi de 190oC, chiar si in prezenta oxidului de etilena (care are proprietati de sterilizare) motiv pentru care se foloseste la fabricarea seringilor de unica folosinta si sticlele de Coca-Cola. b) Biotehnologiile O bio-tehnologie se defineste prin aceea ca face apel la materia vie (ceea ce o deosebeste de chimie, metalurgie) prin intermediul unor fiinte monocelulare sau chiar a unor compusi biochimici activi (ceea ce o deosebeste de tehnologiile agricole si zootehnice). Exista teri mari ramuri ale tehnologiilor biochimice: tehnologii de tip fermentativ; tehnologii enzimative; tehnologii genetice. Tehnologiile de tip fermentativ sunt controlate de microorganisme vii si sunt utilizate, pe langa tehnologiile de obtinere a vinului, berii, iaurtului, la tratarea apelor uzate, in procesul de "lesiere biologica" a minereurilor (in SUA 15% din cupru este obtinut pe aceasta cale), la obtinerea pe cale naturala a unor insecticide si antibiotice. Tehnologiile enzimatice utilizeaza enzime produse de microorganisme, fara ca prezenta acestora sa mai fie necesara. Enzimele sunt de fapt catalizatori, care nu catalizeaza decat o singura reactie si spre un singur produs (nu apar produsi secundari), reactia are loc la temperaturi joase, de 30-40oC. Problemele care se ridica constau in a gasi enzima "buna" pentru transformarea dorita, a o extrage si a o fixa pe un suport. Tehnologiile genetice prin modificari ale codului genetic pot determina, fie productia unei anumite enzime sau proteine de catre o bacterie care nu realiza aceasta in mod normal, fie chiar crearea de noi plante si animale. c) Informatica A reprezentat o revolutie odata cu aparitia microprocesorului (1971). In 20 de ani, cantitatea de componente plasate pe un microprocesor a crescut exponetial, de la cca 1000 la cca 10000000. Aceasta a condus la realizarea unor calculatoare extrem de puternice, foarte mici si exploatabile aproape in orice conditii, care au avut urmatoarele efecte: calculatoare cu o putere de calcul foarte mare folosite la calcule foarte complexe, la procese de simulare, ca elemente de inteligenta artificiala; miniaturizarea, conduce la generalizarea utilizarii micro ordinatoarelor de catre nespecialisti, dezvoltarea industriei de soft si a retelelor de calculatoare; modularizare, aparitia robotilor industriali inteligenti si a obiectelor "inteligente" (rachete capabile sa caute, sa recunoasca si sa urmareasca tinta); dezvoltarea sistemelor digitale (telecomunicatii), a retelelor de sateliti de telecomunicatii care conduce la mondializare; restructurarea unor ramuri industriale (industria ceasurilor). Noile domenii ale revolutiei industriale sunt puternic interdependente si practic dezvoltarea lor se sustine reciproc, ceea ce intareste ideea de sistem cu elemente interdependente. Exemplu Noile materiale sunt influentate de electronica prin posibilitatile de stabilire a structurii acestora, prin cibernetizarea proceselor de fabricatie. Biotehnologiile depinde de materiale prin suporturile de fixare a enzimelor, de electronica prin sistemele de control automat al regimurilor de functionare. Electronica este influentata de existenta noilor materiale prin metalurgia siliciului, arseniura de galiu, materiale ceramice cu proprietati speciale. Energetica este dependenta de noile materiale, in special in domeniul energeticii nucleare (zirconiu) si al surselor neconventionale (siliciu amorf pentru celule fotoelectrice). 1.2.3 Sistemul de fabricatie1.2.3.1 Definire, clasificareAnaliza unei intreprinderi prin prisma tehnologiilor sale nu poate fi facuta fara abordarea sistemelor de fabricatie. Sistemele de fabricatie se pot clasifica, in functie de cantitatea si diversitatea productiei realizate, in patru categorii: a) sisteme cu flexibilitate naturala; b) sisteme cu flexibilitate artificiala; c) sisteme rigide de tip reglementat; d) sisteme rigide de tip automatizat. Flexibilitatea se defineste ca fiind capacitatea de a produce serii scurte ce cunosc variatii de volum sau ai parametrilor ce definesc produsul sau care sunt susceptibile de a fi frecvent modificate. Conform acestei definitii se distinge: operarea cu volume diferite care implica flexibilitatea de volum = capacitatea unui sistem de fabricatie de a se adapta la volume diferite de productie sau la variatii ale acestor volume; operarea cu serii mici, care implica flexibilitatea de gama = capacitatea de a produce in paralel o diversitate mare de produse; flexibilitate de adaptare = capacitatea e a se adapta rapid la o innoire a produselor; flexibilitatea de varianta = capacitatea de a prelua rapid o modificare partiala a produselor fabricate. Polivalenta instalatiilor flexibile presupune: flexibilitatea de proces, care reprezinta capacitatea de a adapta mai multe mijloace de productie diferite la fabricarea aceluiasi produs; flexibilitatea de organizare, care este capacitatea de a redistribui fabricatia diferitelor produse intre mai multe ateliere. a) Sistemele cu flexibilitate naturala sunt cele mai vechi. Este vorba de atelierele de tip mestesugaresc, capabile sa faca oricand, aproape orice. Elementele de flexibilitate sunt conferite de masinile unelte universale, care pot fi folosite in orice succesiune, precum si de priceperea omului (nivelul de pregatire). b) Sistemele cu flexibilitate artificiala sunt, din contra, cele mai noi. Ele se bazeaza pe roboti si pe masini unelte (MU) capabile sa execute o gama larga de operatii. c) Sistemele rigide de tip reglementat sunt benzile rulante. Ele sunt deservite de muncitori care ar putea, in principiu, executa orice operatie, dar, din dorinta cresterii randamentului, fiecaruia i-a fost incredintata una singura. Sistemul este rigid deoarece o schimbare a tipului de produs realizat presupune, pe de o parte, o reinstruire a intregului personal, o schimbare a logisticii si o modificare a vitezei benzii, operatii care pot dura, cu totul, saptamani intregi. d) Sistemele rigide de tip automatizat sunt reprezentate de instalatii cu flux continuu. Aici fiecare transformare unitara este asigurata de un utilaj anume, care nu isi modifica in timp regimul de functionare. Utilajele sunt montate pe flux. Ca urmare, o modificare cantitativa a productiei nu este posibila deoarece ar supraincarca (sau, din contra, nu ar exploata la capacitate) utilajele, iar o modificare calitativa a procesului ar presupune rearanjarea in spatiu a utilajelor si restructurarea conexiunilor dintre ele. Sistemele rigide, al caror principal merit este acela de a fi redus drastic costurile de fabricatie, au cunoscut o dezvoltare remarcabila intre anii 1920-1970. In momentul de fata, insa, cererea deplasandu-se spre produse personalizate in defavoarea celor ieftine dar standardizate, tendinta este de a reveni la sistemele flexibile. 1.2.3.2 Sistemele flexibile de fabricatieIn cazul sistemelor flexibile de fabricatie, nume sub care se includ astazi doar cele cu flexibilitate artificiala, se poate vorbi de trei stadii de implementare ale acestora, stadii ce difera prin gradul de complexitate: unitatea flexibila; celula flexibila; sistemul flexibil. Unitatea flexibila este o masina unealta complexa, capabila sa execute operatii diverse. Ea este, de regula, deservita de un robot, care manipuleaza materiile prime si produsele si de un manipulator de scule. Celula flexibila este alcatuita dintr-un grup de unitati flexibile, a caror activitate este coordonata de la un calculator de proces. Sistemul flexibil este alcatuit din mai multe celule flexibile, legate printr-un sistem automat de transport de materii prime, semifabricatele si produsele lor finite, totul coordonat de la un calculator central, puternic. Daca se ia in considerare schema sistemului de fabricatie se constata ca unitatea si celula flexibila vizeaza doar sistemul efector, in timp ce sistemul flexibil implica intregul sistem de fabricatie, cu toate cele patru subsisteme (vezi fig.1.6). Principalele caracteristici ale sistemelor flexibile de fabricatie sunt: integralitatea; adaptabilitatea; adecvarea; autonomia functionala. Adaptabilitatea este caracteristica definitorie a sistemului. El poate trece cu usurinta si intr-un timp foarte scurt de la o sarcina de productie la alta. Adaptabilitatea presupune si un dinamism structural intru-cat noua sarcina poate cere un alt itinerariu al materiilor de prelucrat pe fluxul de utilaje. Adecvarea consta in faptul ca sistemul contine masini care raspund cel mai bine tipului de produse ce trebuie realizate, asigurand totodata o exploatare optima a acestora. Autonomia functionala se manifesta prin aceea ca sistemul poate functiona fara interventia directa a omului. In cazurile foarte evoluate, sistemul este si autoperfectibil, in sensul ca poate "invata" din experienta anterioara, utilizand programe software de inteligenta artificiala, tot fara interventia omului. Cu toate calitatile enumerate nu este deloc evident ca un asemenea sistem este intotdeauna cel mai rentabil. Cauza o constituie costurile foarte ridicate ale masinilor si robotilor care il alcatuiesc. O comparatie intre costurile de fabricatie realizate pentru acelasi produs pe sisteme diferite ne arata ca sistemele flexibile sunt cele mai rentabile intr-un domeniu mediu al numarului de unitati produse. In cazul unui numar foarte mic de unitati fabricate, sistemul clasic cu flexibilitate naturala este mai ieftin, iar la serii mari si foarte mari, sistemele automatizate rigide sunt cele mai avantajoase, fig.1.7 .
Fig. 1.7 Variatia costurilor de fabricatie a unitatii de produs in functie de numarul unitatilor produse 1.3 Clasificari ale proceselor tehnologiceRezumat Procesul tehnologic, definit ca fiind ansamblul operatiilor parcurse de materia prima in vederea obtinerii produsului finit, se clasifica in functie de diferite criterii, care tin seama de punctul de vedere al inginerului tehnolog si de cel al managerului. Din perspectiva inginerului tehnolog, procesele tehnologice se clasifica in functie de: modul de desfasurare in timp, rolul jucat in obtinerea produsului, tipul transformarii. Managerul firmei, fiind preocupat ca intreprinderea sa ocupe si sa mentina o pozitie dominanta pe piata, clasifica tehnologiile dupa: natura produsului, rolul in pozitionarea concurentiala a intreprinderii si nivelul de dezvoltare. O "strapungere" tehnologica in domeniu este asigurata de tehnologiile emergente, iar tehnologiile mature sunt cele care sunt utilizate in mod curent, sunt bine stapanite si ofera rezultate satisfacatoare Prin proces tehnologic se intelege ansamblul operatiilor elementare de tip mecanic, fizic, chimic, biochimic sau biologic pe care le parcurge materia prima in cursul transformarii si ajungerii la stadiul de produs. Clasificarea proceselor tehnologice se face in functie de anumite criterii care tin cont, fie de punctul de vedere al inginerului, fie de cel al managerului. Inginerul tehnolog, care exploateaza procesele tehnologice, le clasifica dupa urmatoarele criterii: a) dupa modul de desfasurare in timp se evidentiaza: procese tehnologice discontinue (produsul se realizeaza pe sarje); procese tehnologice continue (presupune o linie de utilaje, care functioneaza fiecare la parametrii constanti); procese mixte (realizeaza o parte a transformarilor in regim continuu si o alta in regim discontinuu). b) dupa rolul in obtinerea produsului, produsele pot fi: principale (realizeaza transformarea propriu-zisa); auxiliare (concura la realizarea transformarii fara a participa direct); de deservire (de logistica) - transport, depozitare, control. c) dupa tipul transformarii, se remarca: tehnologii de transformare (utilizeaza procedee bazate pe schimbarea structurii materiilor prime, prin transformari chimice, fizico-chimice); tehnologii de asamblare (reunirea partilor in vederea obtinerii produselor). Caracteristica tehnologiilor de asamblare consta in diversitatea de tipuri de tehnici si de subansambluri care trebuie integrate intr-un produs (ex. autoturismul). Aceste criterii de clasificare tin cont de punctul de vedere al inginerului care le exploateaza. Pentru managerului firmei, care este preocupat ca intreprinderea sa ocupe si sa isi mentina o pozitie dominanta pe piata, se folosesc pentru clasificare alte criterii, si anume: Dupa natura produsului se disting tehnologii: de produs, care vizeaza obtinerea pe o anumita cale a unui anumit produs; de proces, care vizeaza organizarea fazelor de productie, oferirea unui serviciu; de metode, care vizeaza tehnologii de cercetare, de marketing, de informatizare. Dupa rolul in pozitionarea concurentiala a intreprinderii: tehnologii esentiale; tehnologii de diferentiere; tehnologii definitorii; tehnologii periferice. Tehnologiile esentiale sunt tehnologiile ce caracterizeaza domeniul industrial in care se situeaza intreprinderea. Ele sunt detinute si utilizate de toate intreprinderile similare. Important este ca intreprinderea sa le stapaneasca si sa le exploateze la un nivel, cel putin comparabil, cu cel al celor mai buni concurenti. Tehnologiile de diferentiere sunt tehnologiile pe care le stapaneste si aplica doar intreprinderea in cauza, tehnologii care ii permit sa ofere alte produse si servicii decat concurentii sai. Exemplu O intreprindere care furnizeaza produse pentru tratarea apelor uzate si-a propus sa ofere beneficiarilor sai si un sistem informatizat, care sa le aleaga acestora cea mai buna reteta de tratare, in functie de compozitia apei in acel moment. O intreprindere, pentru a supravietui si a se impune, are neaparata nevoie de asemenea tehnologii de diferentiere, cu cat mai multe, cu atat mai bine. Rolul lor creste odata cu accentuarea climatului concurential in care functioneaza intreprinderea. Tehnologiile definitorii sunt cele care prezinta un interes major pentru intreprindere, ele sunt "inima" intreprinderii. Tehnologiile periferice sunt cele care, desi esentiale pentru functionarea intreprinderii, nu face obiectul preocuparile acesteia. De exemplu: gestionarea fondurilor este o tehnologie periferica pentru o turnatorie de aliaje metalice, dar va fi o tehnologie definitorie pentru o banca. Dupa nivelul de dezvoltare, se disting tehnologii: emergente (nascande); evolutive; mature; in declin; depasite. Tehnologiile emergente sunt cele care sunt puse la punct de putina vreme, care nu si-au dovedit inca, nici calitatile si nici defectele. S-ar putea ca ele sa fie considerabil mai bune decat cele utilizate in prezent, dar tot asa de bine s-ar putea sa fie un esec. Oricum, o "strapungere" tehnologica in domeniu va fi realizata pe seama aplicarii unei tehnologii emergente existente. Este bine ca orice intreprindere sa dispuna de cel putin de o asemenea tehnologie, aleasa insa cu grija. Tehnologiile evolutive sunt cele care s-au impus deja, fara ca utilizarea lor sa fie generalizata. Studii asupra lor pot aduce inca imbunatatiri care sa le faca si mai eficiente. Tehnologiile mature sunt cele care sunt utilizate in mod curent, care sunt bine stapanite si care ofera, inca, rezultate satisfacatoare. Ele reprezinta cea mai mare parte a zestrei tehnologice a unei intreprinderi normale si ele sustin, de fapt, activitatea acesteia. Tehnologiile depasite sunt cele care nu ofera, la nivelul de azi, cele mai bune performante sub aspectul calitatii si al costurilor de fabricatie. Mentinerea lor in cadrul intreprinderii nu se justifica, decat in mod exceptional, pentru cazurile cand exista o investitie deosebit de mare care nu este inca amortizata. Dupa nivelul de control, se disting: tehnologii controlabile; tehnologii necontrolabile. Tehnologiile controlabile de catre intreprindere sunt tehnologiile produselor care sunt fabricate in exclusivitate in cadrul acelei intreprinderi. Tehnologiile necontrolabile sunt cele controlate din exterior. Exemplu La o intreprindere constructoare de automobile, realizarea motorului sau asamblarea caroseriei sunt tehnologii aflate sub controlul intreprinderii. Partea de "aprindere" scapa insa controlului intern intrucat ea corespunde unor subansambluri produse in exterior si "importate" in vederea realizarii montajului (baterie, dinam, bujii, delcou). Pentru ca produsul final sa fie de calitate, ambele tipuri de tehnologii trebuie sa se situeze la un nivel optim. Intreprinderea va realiza acest deziderat printr-un control de calitate, bun, al productiei pentru tehnologiile "controlate intern" si prin specificatii bine precizate in contractele de achizitie a subansamblurilor importate, dublate de un control atent de calitate la intrarea in intreprindere. 1.4 Analiza potentialului tehnologic al unei intreprinderiRezumat Potentialul tehnologic reprezinta valoarea resurselor tehnologice stapanite de o intreprindere in cadrul unei strategii globale si intr-un context concurential dat. Analiza potentialului tehnologic se face parcurgand urmatoarele etape: inventarul tehnologiilor, analiza competitivitatii produselor, caracterizarea intreprinderii. O metoda de estimare a potentialului de competitivitate a tehnologiilor se bazeaza pe analiza impactului schimbarilor de tehnologie asupra pozitiei strategice a intreprinderii. 1.4.1 Determinarea potentialului tehnologic al intreprinderiiPrin potentialul tehnologic intelegem valoarea resurselor tehnologice stapanite de o intreprindere in cadrul unei strategii globale si intr-un context concurential dat. Autorul conceptului, economistul francez J. Morin, propune urmatoarea directie a unei analize de potential tehnologic, sintetizata in figura 1.8.
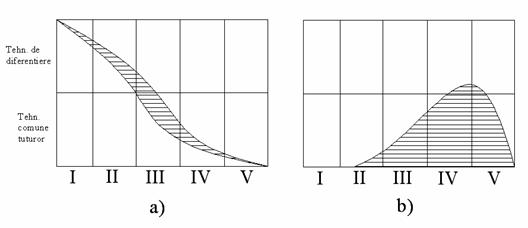
Fig. 1.8 Analiza de potential tehnologic al intreprinderilor 1.4.1.1 Inventarul tehnologiilorPrimul pas il reprezinta realizarea inventarului tehnologiilor existente in intreprindere. Inventarul este o activitate cheie, caci de modul in care este el realizat depinde toata analiza ulterioara. Se urmareste o listare a tehnologiilor, a competentelor, a know-how-urilor pe care le detine intreprinderea, pornind de la conceptia produselor pe care le realizeaza, continuand cu fabricatia lor, pana la comercializare, servicii in garantie si in post garantie. Tehnologiile se vor inregistra in inventar conform clasificarii dupa rolul lor in pozitia concurentiala a intreprinderii (esentiale, de diferentiere, definitorii si periferice) ca si in functie de nivelul lor de dezvoltare (emergente, evolutive, mature, in declin, depasite). O structura echilibrata ar fi cea din figura
Fig. 1.9 Structura tehnologiilor existente intr-o intreprindere: I - tehnologie emergenta, II - evolutiva, III - matura, IV - in declin, V - depasita O imagine corecta asupra tehnologiilor existente trebuie sa cuprinda si raspunsurile la intrebarile urmatoare:
nr. de cladiri; suprafata totala ocupata; suprafata construita?
performantelor; gradul de uzura; asezarii pe fluxul tehnologic (implicit volumul transportului intern); regimului de intretinere (curativ sau preventiv)?
materiilor prime; produselor intermediare; produselor finite; coproduselor si rebuturilor? Ce destinatie li se da acestora?
sunt poluante? emisiile sunt sub control? modificarea emisiei de poluanti se poate face prin schimbarea regimului de lucru al utilajelor sau numai prin intermediul instalatiilor speciale de depoluare? 1.4.1.2 Analiza competitivitatii produselorCel de-al doilea pas consta in analiza competitivitatii produselor, privita prin prisma tehnologiilor de realizare. Pentru fiecare etapa de realizare a produsului, unde intervine o anumita tehnologie, se construieste o matrice care va contine pe linii performantele produsului, iar pe coloane modul in care el reuseste sa se impuna pe piata. Valorile trecute in fiecare casuta a matricei vor fi cuprinse intre 0 (cea mai slaba) si 3 (cea mai buna), conform urmatoarei reguli: 0 = insuficient; 1 = multumitor pentru a fi acceptat pe piata; 2 = bine apreciat pe piata; 3 = foarte bun, evident mai bun decat al concurentilor. O asemenea matrice este prezentata in fig. 1.10:
Fig. 1.10 Matricea de analiza a competitivitatii tehnologie-produs (pentru o tehnologie Ti si un produs Pj) Performantele care se iau, de regula, in considerare sunt: caracteristicile functionale; pretul; facilitatile de utilizare (usurinta de instalare, echipamente anexe, posibilitate de utilizare si in alte scopuri); costuri de exploatare; fiabilitate, mentenabilitate, disponibilitate; compatibilitate (capacitatea produsului de a se adapta unei configuratii externe date). Fiecare din aceste caracteristici se vor evalua in raport cu: cererea pietii; imaginea (prestigiul) intreprinderii; ofertele concurentilor; coeficientul de elasticitate, definit prin influenta unei modificari a performantei analizate asupra cererii de pe piata a produsului respectiv. Se poate obtine astfel o nota a fiecarei caracteristici (sau criteriu de performanta), care se va trece in ultima coloana a fiecarei linii. Facand, in final, o medie a valorilor din ultima coloana gasim o nota care va defini competitivitatea tehnologiei Ti a produsului Pj. Notele obtinute pentru competitivitatea tehnologiei vor servi la alcatuirea unei matrice (vezi fig. 1.11), care va furniza, in final, o nota care pozitioneaza tehnologia Ti la nivelul intregii intreprinderi. Noua matrice va avea pe linii tehnologiile utilizate in intreprindere (T1..Tn), iar pe coloane produsele (P1..Pm). In fiecare casuta a matricei se va introduce nota obtinuta in pasul anterior. Media liniei va furniza nota tehnologiei la nivelul intreprinderii, nota care va fi corectata tinand cont de urmatoarele considerente: masura in care intreprinderea este capabila sa puna deplin in valoare tehnologia respectiva; masura in care exploatarea tehnologiei depinde sau nu de un singur specialist (care ar putea pleca), de un singur furnizor de materii prime sau de service; masura in care intreprinderea este capabila sa imbunatateasca tehnologia respectiva; masura in care tehnologia este protejata de brevete solide sau printr-un nivel de tehnicitate inaccesibil concurentilor.
Fig. 1.11 Matricea de caracterizare a tehnologiilor din intreprindere In final, se vor obtine patru tipuri de tehnologii, situate intr-o matrice patrata 2x2 (fig. 1.12), pe care le vom denumi in raport cu interesele intreprinderii astfel: cai de bataie; rentabilizare; probleme; abandon. Fig. 1.12 Matricea de evaluare a potentialului tehnologic
Zona (++) "Caii de bataie" Atuurile intreprinderii sunt mari, iar perspectivele tehnologice generale sunt bune, chiar daca ele nu s-au afirmat inca deplin. Sunt tehnologii care sustin intreprinderea, pe care aceasta le utilizeaza intensiv, ele fiind "caii de bataie". Va trebui sa li se aloce si in viitor resurse financiare si umane pentru a mentine, a consolida si a intari astfel pozitia intreprinderii. Zona (+) Rentabilizare Atuurile intreprinderii sunt puternice dar perspectiva pentru viitor este mediocra sau chiar proasta. Daca tehnologiile respective reusesc, pe moment, sa produca beneficii imediate si mari, ele vor mai fi pastrate. Oricum, resursele dirijate spre ele pentru investitii, dezvoltare, vor trebui treptat orientate spre alte tehnologii (emergente, evolutive), care vor sfarsi prin a le inlocui. Zona (0) Probleme Atuurile intreprinderii sunt slabe, desi, pe de alta parte, tehnologiile reprezinta elemente puternice de atractie. Cauzele pentru care intreprinderea nu stapaneste bine tehnologiile din aceasta categorie trebuie bine realizate, urmand ca apoi sa se ia una din urmatoarele decizii: intreprinderea este realmente interesata in a stapani tehnologia. Se vor aloca resurse pentru cercetare-dezvoltare, atragere de specialisti, cursuri de specializare, cumparare de brevete etc., astfel incat, in final, tehnologia sa fie adusa in zona (++); tehnologia nu este bine stapanita si cel mai bine este sa se renunte la ea, realocand resurse in alte directii. Zona (-) Abandon Nici intreprinderea nu stapaneste prea bine tehnologia, nici aceasta nu prea are perspective. Singura solutie este abandonarea ei si inlocuirea cu alta tehnologie. Analiza nu trebuie sa confunde potentialul unei tehnologii, care este o notiune orientata spre viitor, cu interesul pentru intreprindere, care vizeaza starea prezenta. S-ar putea astfel ca o tehnologie din zona (0) sa nu ofere niciun beneficiu pe termen scurt, in timp ce o alta, chiar din zona (-) sa aduca, pe moment, beneficii importante contribuind la realizarea unor produse inca foarte rentabile. 1.4.1.3 Caracterizarea intreprinderiiOdata realizata caracterizarea si pozitionarea tehnologiilor, se poate trece la caracterizarea intreprinderii, in ansamblu. Caracterizarea este facuta in doua planuri: cel financiar-contabil si cel tehnico-economic. Cele doua analize nu sunt deloc contradictorii, mai mult ele trebuie sa fie complementare pentru a putea furniza un diagnostic corect. Principalii indicatori tehnico-economici care se iau in considerare sunt: a)gradul de valorificare a materiei prime, definit ca raport intre valoarea adaugata (VA) si volumul de activitate (A):
b) eficacitatea globala (Eg), definita ca raport intre valoarea adaugata si numarul mediu de personal angajat (PA):
Eficacitatea globala se poate raporta, eventual, la fondul de salarii in loc de personal angajat. In figura 1.13 se prezinta un exemplu de situare a agentilor economici in raport cu eficacitatea globala, din domeniul fibrelor sintetice.
Fig. 1.13 Eficacitatea agentilor economici din domeniul fibrelor sintetice c)indicatorul de utilizare extensiva (Iue) se defineste ca raport dintre productia efectiva (P) si capacitatea de productie (CP):
Iue se poate defini si prin raportul intre timpul cat un utilaj a functionat efectiv (Te) si timpul maxim avut la dispozitie din perioada considerata (Tm):
in care: Zc = numarul de zile calendaristice din perioada considerata; Zse = numarul de zile de sarbatori legale si zile libere (sambete si duminici); ZR = numarul de zile de reparatii, revizii, intretinere; In Romania Iue se calculeaza pornind de la timp (relatia 1.4), ceea ce pare mai logic deoarece in prima versiune (relatia 1.3) se presupune ca toata productia ar fi buna, fara rebuturi, ceea ce nu este intotdeauna asa. 0 < Iue <1, desi frecvent se prefera exprimarea procentuala. Se poate calcula si procentul de "timpi morti"
care este egal cu d) gradul de innoire a echipamentului (Gie), care se determina ca raport intre investitia medie anuala (I) si volumul de activitate (A):
Investitiile unei intreprinderi se pot clasifica in mai multe tipuri, fiecare avand un alt impact asupra volumului de activitate si asupra beneficiilor imediate si de perspectiva. Se poate vorbi de: investitii concretizate in elemente fizice, materiale: a) capacitati noi de productie; b) constructii cu caracter social; c) investitii pentru protectia mediului. investitii cu rezultate nemateriale: a) activitatea de cercetare-dezvoltare; b) cumpararea de brevete, licente, know-how-uri; c) studii de piata; d) recrutare si formare specialisti; e) telecomunicatii, birotica; f) produse program pentru informatizare. 1.4.2 Estimarea potentialului de competitivitate tehnologicaFiecare intreprindere dispune, la un moment dat, de un anumit potential tehnologic, care se manifesta printr-o anumita capacitate de a fi competitiva pe piata.
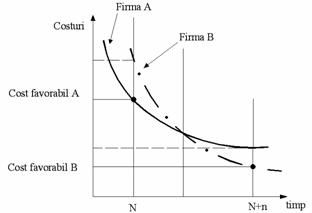
Fig. 1.14 Matricea ADL Pozitia concurentiala se estimeaza in raport cu o suma de criterii, cum ar fi: fractiunea de piata stapanita de intreprindere; gradul de control asupra tehnologiilor; costurile de productie. Pe de alta parte, maturitatea tehnologiilor reprezinta: potentialul lor de crestere; stabilitatea riscurilor de nereusita; capacitatea de a aduce repede incasari considerabile. Orice schimbare tehnologica trebuie analizata pornind de la modificari pe care le antreneaza pe ambele axe. Analiza propusa de ADL se bazeaza pe urmatoarele principii: fabricarea unui produs implica contributia mai multor tehnologii distincte; tehnologiile implicate au contributii diferite in raport cu pozitionarea concurentiala; fiecare tehnologie are un ciclu de viata, care poate fi scurtat prin aparitia unor tehnologii mai performante sau poate fi prelungit prin imbunatatiri posibile pe seama introducerii progresului tehnic; concurentii stapanesc in mod diferit tehnologiile implicate si controlul asupra unei singure tehnologii noi si performante poate duce la un avantaj concurential notabil; orientarea strategica trebuie stabilita tinand cont, atat de pozitia pe piata a produsului, cat si de tehnologiile implicate in realizarea lui. Pentru aplicarea in practica a acestor principii s-au propus o serie de reguli: tehnologiile cheie trebuie tratate cu maxim de atentie; sa existe preocupare pentru introducerea a cel putin unei noi tehnologii emergente; se vor evita tehnologiile emergente care implica: timp de punere la punct foarte lung; un grad de risc foarte pronuntat; un potential incert. Aceste trei restrictii se recomanda sa fie cuantificate pentru variantele de tehnologii analizate, capatand valori normalizate la unitate. Se inmultesc, pentru fiecare varianta, valorile atribuite celor trei criterii. Varianta care va avea punctajul cel mai mare va fi aleasa. Exemplu: Se considera doua variante intre care trebuie optat, V1 si V2. Varianta V1 are factorul timp 0,4 (deci V2 va avea 0,6, ceea ce inseamna ca timpul de realizare este mai scurt), factorul de risc este 0,7 (fiind mai "sigura" sub aspectul posibilitatii de reusita fata de V2 care va avea 0,3) si potentialul de imbunatati substantial pozitia concurentiala in caz de reusita de 0,55 (fata de 0,45 pentru V2). Se calculeaza pentru varianta V1, nota totala N1: N1= 0,4·0,7·0,55 = 0,154; Pentru varianta V2, nota totala este N2: N2=0,6·0,3·0,45 = 0,081; Rezulta ca se va adopta varianta V1 (N1>N2) pentru ca are o sansa de reusita aproape dubla fata de V2. In concluzie, factorii externi (piata, concurentii, noutatile aparute) joaca un rol important in alegerea politicii care sa mentina si sa imbunatateasca pozitia strategica a intreprinderii intr-o configuratie concurentiala. Insa, principalul factor il constituie activitatea de cautare a noului desfasurata in interiorul intreprinderii, activitatea de cercetare-dezvoltare (R&D). 1.4.3 Variatia potentialului tehnologic al intreprinderiiEvolutia continua a tehnologiilor, a concurentilor, a cererii pietii fac insa ca potentialul sa varieze considerabil in timp. In figura 1.15 se prezinta o asemenea situatie. In figura se prezinta costurile de fabricatie a unui produs in cadrul a doua intreprinderi: A si B. In momentul N, intreprinderea A produce mai ieftin, probabil datorita faptului ca a inceput productia mai devreme.
Fig. 1.15 Variatia in timp a competitivitatii Intreprinderea B, situata intr-o pozitie defavorizanta, va actiona mai energic in sensul scaderii costurilor, ceea ce poate determina ca la momentul N+n intreprinderea B sa fie mai bine plasata sub aspect competitiv. Exemplul poate fi considerat simplist dar este real si se intalneste uimitor de frecvent. Scaderea costurilor de fabricatie si implicit pozitionarea mai buna sub aspect concurential se datoreaza urmatoarelor doua cauze principale: efectul experientei in fabricarea produsului, care face ca pentru un acelasi produs costul de fabricatie sa scada in timp (curba "de invatare" sau "de experienta"); efectul progresului tehnic, care face ca, la costuri de fabricatie egale, performantele produselor sa fie din ce in ce mai bune. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Politica de confidentialitate
|
Despre managementul cercetarii si dezvoltarii |
||||||||||
Stiu si altele ... |
||||||||||
|
||||||||||